Arvind Envisol’s 8MLD Sewage Reuse Program
A first-of-its-kind initiative by Gap Inc. and Arvind Limited to save 8 million liters of fresh water per day, or 2.5 billion liters of water annually at Arvind’s Denim manufacturing facility in Ahmedabad, India. This project was carried out by Arvind Envisol Ltd., a multinational wastewater treatment company.

At the inauguration ceremony. From L to R: Mr. Aamir Akhtar, CEO – Lifestyle Fabrics Denim (Arvind Ltd); Mr. Neil Bell, Director Fabric and Fibre Innovation – GAP Inc.; Mr. Punit Lalbhai, Executive Director – Arvind Ltd.;
Mr. Christophe Roussel, EVP, Global Sourcing – Gap Inc.
Water is an important resource of our life and today, planet Earth is battling a crisis – the crisis of limited fresh water. Governments and communities across the world are continually seeking solutions to manage water sustainability for the survival of life on the planet. Against this backdrop, it is natural for industries, spanning verticals, to optimize their limited water resources to be able to connect profitability with sustainability. Textiles and apparel is one such industry which relies heavily on usage of fresh water for its production processes. This case study highlights how a unique sewage treatment program was undertaken by Arvind Envisol Limited to treat wastewater using innovative technologies with a lower footprint than most commercially available.
Partnership between Gap Inc. & Arvind Limited.
Arvind Limited and Gap Inc.’s partnership is a culmination of two enterprises of the apparel value chain who are driven by a common goal of sustainable growth. Arvind Limited is one of the biggest manufacturers of denim in the world. Over past decade and half, the company has consistently worked towards reducing its dependence on usage of groundwater for its manufacturing processes and aims to eliminate their freshwater usage in manufacturing processes. As part of its ‘Fundamentally Right’ sustainability strategy, Arvind aims to make all its key inputs, including water, 100% sustainable.
For 50 years, Gap Inc.’s purpose-driven approach to do more than sell clothes has come to life across its seven brands — Gap, Old Navy, Banana Republic, Athleta, Hill City, Janie and Jack and Intermix — at incredible scale. In 2018, Gap Inc. unveiled a new sustainable manufacturing goal to conserve a total of 10 billion liters of water by the end of 2020 through product design innovation and partnering with fabric mills and laundries. Gap Inc.’s water stewardship strategy is built on the principle that clean, safe water is a basic human right.
“We’re proud to reach this milestone in our ongoing efforts to end water-wasting processes and reduce our environmental impact. This project is an important example of innovative, sustainable solutions we can unlock through partnership across the apparel industry”, said Mr. Christophe Roussel, EVP of Global Sourcing at Gap Inc. at the unveiling event. “Arvind Limited is a strong and valued partner to Gap Inc. and a global leader in responsible, innovative textile manufacturing. We are excited to continue to expand our relationship through this critical effort.”
To achieve these shared sustainable goals, Arvind Limited and Gap Inc. joined hands with Arvind Envisol1 to set up an 8 MLD Sewage Reuse Program2 at Arvind’s Naroda Denim plant in India. The facility will save 2.5 billion liters of freshwater on an annual basis and preserve the local community’s vital freshwater resources. After installation of the Sewage Reuse plant, the Denim manufacturing is now being entirely run on reclaimed water (the only freshwater usage is for drinking and hand wash).
“The textile and apparel industry is one of the most intensive users of water in the world and, in India, 54 percent of the population faces high to extremely-high, water risk. Arvind Limited, through such partnerships with Gap Inc., wants to be an industry leader in reducing its dependence on a vital natural resource. Envisol, Arvind’s wastewater subsidiary, made it possible to reuse wastewater through the use of innovative technology which helped reduce the overall footprint of the manufacturing facility”, emphasized Mr. Ashish Kumar, CEO, Arvind Envisol.
To ensure a readily available and consistent source of wastewater, the team secured agreement from the local municipality. The project will tap into the municipality’s sewage line by constructing a new intake pipe directly to the mill site. This project will benefit far more businesses than Arvind Ltd. and Gap Inc. as it serves as a scalable solution that can be replicated in new locations sponsored by the broader industry.
Objectives outlined
• Treatment of municipal wastewater so that it can be reused in the denim manufacturing process instead of fresh water
• Zero chemical usage
• Ease of operation and maintenance, especially considering low availability of skilled manpower
• Automated sludge management system
• Zero discharge of sludge to landfill
Key technologies used by Arvind Envisol
The Naroda Sewage Treatment Plant (STP)3 is one of its kind facility-based out in Ahmedabad, India. We leveraged two key technologies, Membrane Bio-Reactor4 and Integrated Sludge Management System to achieve the end result. Membrane Bio-Reactor also known as MBR is installed in this plant which replaces the need for tertiary treatment in the process. There are several advantages of MBR when compared to other technologies such as ASP, MBBR, UASB, and SBR.
MBR provides the benefits of biological treatment with a physical barrier separation. Unlike other conventional secondary treatment processes, MBR uses PVDF filtration membrane modules in the treatment process, thereby generating high quality of treated water which can be directly used in denim manufacturing process’.
Arvind KaiGO5, a sister concern of Arvind Envisol catering to water components and O&M services business manufactures its MBR using the unique ‘Thermal Induced Phase Separation (TIPS)’ process resulting in a hollow fibre with unique surface properties like antifouling & resistance to contaminants, high porosity for consistent flux and water permeability. The fibres are easy to clean, mechanically strong and chemically stable. The symmetric TIPS PVDF technology eliminates the risk of delamination and minimizes the impact of abrasion and hence is well suited for the separation of biological sludge or any other high solids application in which high treated effluent quality is required. Very high pH and oxidant (including ozone) tolerances ensure a long life even during the most challenging applications.
Benefits of Membrane Bio-Reactor (MBR) process
• 25% lower footprint
• 10% lower operating cost
• Zero chemical usage
• Less sludge generation
• High quality treated water for direct use in industrial process


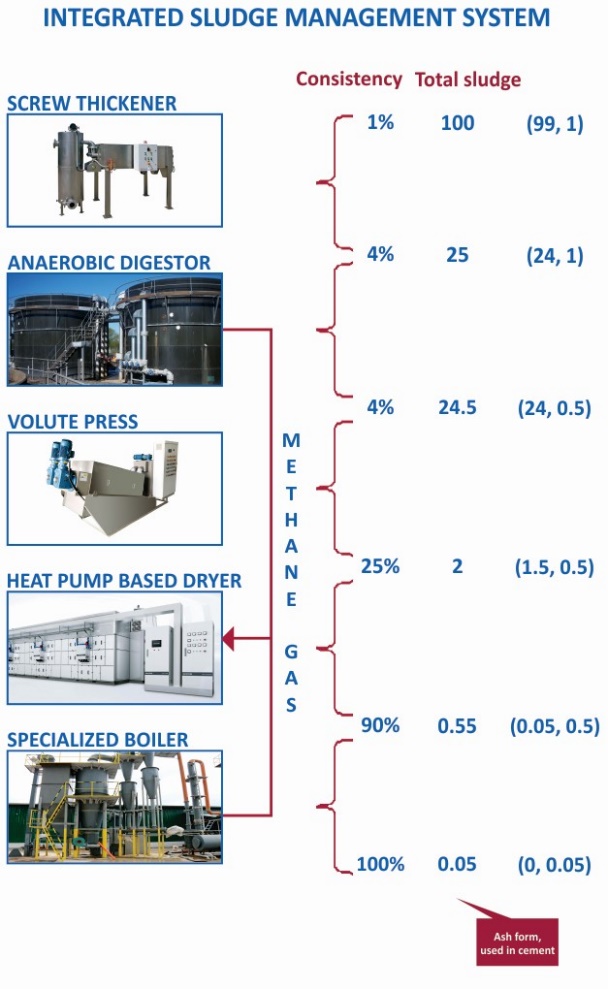
The most common problems that every wastewater treatment company is trying to address are to minimize the sludge generation and to reduce the footprint required to dispose
of it. Arvind Envisol’s patent-pending Integrated Sludge Management System ‘ISMS’ is a set of technologies that will help achieve these objectives. This system comprises of
1. Screw Thickener
2. Anaerobic Digester
3. Volute Press
4. Heat Pump Based Dryer
5. Specialized Boiler
Benefits of Integrated Sludge Management System (ISMS)
• Single man operation
• Lowest operating cost
• Compact design
• Good and consistent quality sludge for feeding in the boiler
• Re-use of gases and heat
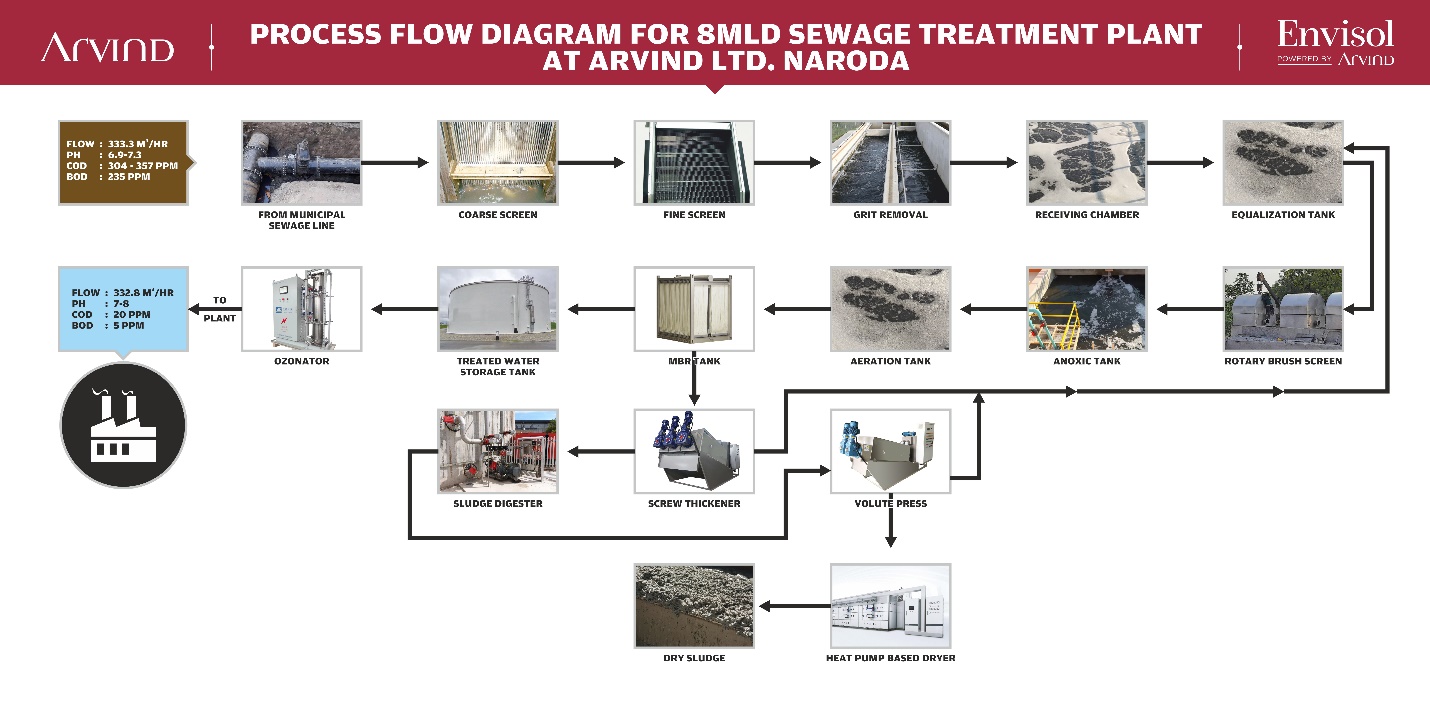
Plant Inlet/Outlet characteristics:
| Sr. No | Constituent | Unit | Inlet | Outlet |
|---|---|---|---|---|
| 1 | pH | pH | 6.9-7.3 | 7-8 |
| 2 | BOD | ppm | 235 | <5 |
| 3 | COD | ppm | 304-357 | <20 |
| 4 | Total suspended solids | ppm | 104-169 | 0 |
| 5 | Oil and grease | ppm | 30 | 0 |
Plant process flow diagram

References:
1. www.arvindenvisol.com
2. https://www.business-standard.com/article/companies/gap-arvind-s-new-water-treatment-facility-to-save-2-5-bn-litres-a-year-119110500903_1.html
3. https://www.businesswire.com/news/home/20190611005265/en/Gap-Arvind-Limited-Join-Reduce-Apparel-Industry%E2%80%99s
4. www.arvindenvisol.com/mbr
5. www.arvindkaigo.com
Other press mentions
6. https://retail.economictimes.indiatimes.com/news/apparel-fashion/apparel/gap-inc-and-arvind-limited-unveil-new-treatment-facility-to-address-water-waste-in-apparel-manufacturing/71924620
7. https://www.bloomberg.com/press-releases/2019-06-11/gap-inc-and-arvind-limited-join-together-to-reduce-apparel-industry-s-water-use-and-drive-water-saving-innovation
8. https://www.gapinc.com/content/gapinc/html/media/pressrelease/2019/med_pr_110519_gps_Arvind.html
9. https://www.fibre2fashion.com/news/textile-news/gap-inc-and-arvind-unveil-new-water-treatment-facility-253062-newsdetails.htm